業(yè)有限公司")
汽車(chē)輕量化與變截面薄板的應(yīng)用
- 2016-03-14 14:28:00
- 同濟(jì)大學(xué) 齊從謙 原創(chuàng)
- 10021
汽車(chē)輕量化不但可以提高車(chē)速,還能降低油耗、減少?gòu)U氣排放量和改善安全性(縮短剎車(chē)距離和減少碰撞慣性)。然而,汽車(chē)輕量化絕非是簡(jiǎn)單地將其小型化而已。首先應(yīng)保持汽車(chē)原有的性能不受影響,既要有目標(biāo)地減輕汽車(chē)自身的重量,又要保證汽車(chē)行駛的安全性、耐撞性、抗振性及舒適性,同時(shí)汽車(chē)本身的造價(jià)不被提高,以免給客戶造成經(jīng)濟(jì)上的壓力。
汽車(chē)輕量化技術(shù)包括汽車(chē)結(jié)構(gòu)的合理設(shè)計(jì)和輕量化材料的使用兩大方面。在結(jié)構(gòu)設(shè)計(jì)方面可以采用前輪驅(qū)動(dòng)、高剛性結(jié)構(gòu)和超輕懸架結(jié)構(gòu)等來(lái)達(dá)到輕量化的目的,在用材方面可以通過(guò)材料替代或采用新材料來(lái)達(dá)到汽車(chē)輕量化的目的。世界各汽車(chē)生產(chǎn)強(qiáng)國(guó)都十分重視并競(jìng)相開(kāi)展了各種形式的汽車(chē)輕量化研究計(jì)劃和合作研究。
上個(gè)世紀(jì)末,由來(lái)自18個(gè)國(guó)家的35個(gè)鋼材生產(chǎn)商組成的“超輕鋼結(jié)構(gòu)汽車(chē)車(chē)身”聯(lián)盟(Ultra Light Steel Auto Body,ULSAB),聯(lián)合制定了新的汽車(chē)車(chē)身設(shè)計(jì)業(yè)界標(biāo)準(zhǔn),其目標(biāo)是減少汽車(chē)鋼結(jié)構(gòu)車(chē)身的重量并且維持汽車(chē)的性能和造價(jià)不變。有些研究計(jì)劃還致力于提出新的輕量化設(shè)計(jì)概念,其中包括超輕的鋼車(chē)架(ULSAC)及超輕的鋼懸掛系統(tǒng)(ULSAS)等研究項(xiàng)目;中國(guó)一些科研部門(mén)和高校也在研究激光拼焊板制造車(chē)身零部件、用變截面彈簧鋼梁設(shè)計(jì)、制造車(chē)身懸架系統(tǒng)迭板彈簧,以達(dá)到保持車(chē)身抗振性能、節(jié)省材料、降低造價(jià)的目的。
實(shí)現(xiàn)汽車(chē)輕量化的主要途徑
據(jù)統(tǒng)計(jì),汽車(chē)車(chē)身、底盤(pán)(含懸掛系統(tǒng))、發(fā)動(dòng)機(jī)三大件約占一輛轎車(chē)總重量的65%以上。其中車(chē)身外、內(nèi)覆蓋件的重量又居首位。因此減少汽車(chē)白車(chē)身重量對(duì)降低發(fā)動(dòng)機(jī)的功耗和減少汽車(chē)總重量具有雙重的效應(yīng)。為此,首先應(yīng)該在白車(chē)身制造材料方面尋找突破口。具體說(shuō)來(lái)可以有如下幾種方案:
1)使用密度小、強(qiáng)度高的輕質(zhì)材料,像鋁鎂輕合金、塑料聚合物材料、陶瓷材料等;
2)使用同密度、同彈性模量而且工藝性能好的截面厚度較薄的高強(qiáng)度鋼;
3)使用基于新材料加工技術(shù)的輕量化結(jié)構(gòu)用材,如連續(xù)擠壓變截面型材、金屬基復(fù)合材料板、激光焊接板材等。
方案1)和2)是通過(guò)更換車(chē)身材料種類(lèi)來(lái)達(dá)到汽車(chē)輕量化的目的。其中鋁合金具有高強(qiáng)度、耐侵蝕、熱穩(wěn)定性好、易成型等一系列優(yōu)點(diǎn),已經(jīng)在車(chē)身、底盤(pán)及懸掛系統(tǒng)、發(fā)動(dòng)機(jī)和車(chē)輪等部件的制造上得到成功地應(yīng)用,但是由于鋁合金中有較高含量的硅和鐵,使之回收再利用成為新的難題,從而影響鋁合金的更大規(guī)模使用。鎂比鋁更輕,可以作為鋁的最佳替代用品,隨著汽車(chē)輕量化技術(shù)的發(fā)展,已有60多種汽車(chē)零部件開(kāi)始用鎂合金制造,世界上鎂材料的消耗日益攀升,然而在地球上,鎂恰恰是一種比較稀缺的金屬,其價(jià)格昂貴自不待說(shuō),再加上鎂合金在加工成型方面的困難,更限制了其被廣泛應(yīng)用。塑料聚合物,如連續(xù)玻璃纖維與熱塑性樹(shù)脂改性聚丙烯復(fù)合材料(Glass Mat Reinforced Thermoplastics,GMT)是最佳的車(chē)用輕質(zhì)材料,其密度僅為金屬的1/5。用塑料制造汽車(chē)零部件所消耗的能量?jī)H為鋼材能耗的1/2,還具有加工容易、成型性好、耐腐蝕等特性。目前轎車(chē)上使用GMT材料的零部件有800多種,主要有發(fā)動(dòng)機(jī)罩、儀表板骨架、蓄電池托架、座椅骨架、轎車(chē)前端模塊、保險(xiǎn)杠、行李架、備胎盤(pán)、擋泥板、風(fēng)扇葉片、發(fā)動(dòng)機(jī)底盤(pán)、車(chē)頂棚襯架等。除了可用來(lái)制造零部件之外,還有望應(yīng)用在整個(gè)車(chē)身制造上,即所謂“全塑車(chē)身”。但是,不同種類(lèi)的塑料聚合物材料的性能千差萬(wàn)別,塑料的強(qiáng)度、耐沖擊性、耐蠕變性及抗老化性也是其難以克服的弱點(diǎn);且方案2)還將導(dǎo)致車(chē)身造價(jià)提高。
相比之下,至少在目前及至今后相當(dāng)長(zhǎng)的一段時(shí)期內(nèi),鋼仍然是汽車(chē)車(chē)身制造用材的最佳選擇:鋼材不僅具有優(yōu)異的性能價(jià)格比,還有長(zhǎng)期積累起來(lái)的冶金技術(shù)和成型加工經(jīng)驗(yàn),使之在汽車(chē)行業(yè)中仍然坐擁不可撼動(dòng)的霸主地位。而方案3)正是從材料加工的角度出發(fā),使經(jīng)過(guò)特殊加工后的鋼板材料的承載性能、成型性能或者其他方面的性能大大提高。
變截面薄板及其在車(chē)身制造中的應(yīng)用
用于車(chē)身制造的變截面薄板分為兩種,一種是激光拼焊板(Tailor Welded Blanks,TWB),另一種是通過(guò)柔性軋制生產(chǎn)工藝得到的連續(xù)變截面板(Tailor Rolling Blanks,TRB)。
TWB生產(chǎn)工藝及其應(yīng)用
TWB是根據(jù)車(chē)身設(shè)計(jì)的強(qiáng)度和剛度要求,采用激光焊接技術(shù)把不同厚度、不同表面鍍層甚至不同原材料的金屬薄板焊接在一起,然后再進(jìn)行沖壓。這樣,沖壓工程師可以根據(jù)車(chē)身各個(gè)部位的實(shí)際受力和變形的大小,預(yù)先為某車(chē)身部件定制一塊理想的拼接板料,從而達(dá)到節(jié)省材料、減輕重量且提高車(chē)身零部件性能的目的。在一些汽車(chē)制造強(qiáng)國(guó),TWB已經(jīng)成為汽車(chē)制造業(yè)中的標(biāo)準(zhǔn)工藝,主要用來(lái)制造汽車(chē)車(chē)身側(cè)框、車(chē)門(mén)內(nèi)板、車(chē)身底盤(pán)、電機(jī)間隔導(dǎo)軌、中間立柱內(nèi)板、擋泥板和防撞箱之類(lèi)的車(chē)身零部件。
由于TWB可以根據(jù)需要任意進(jìn)行拼接,因而具有極大的靈活性,并且能按照等強(qiáng)度的概念優(yōu)化設(shè)計(jì)一些原來(lái)是等厚度的車(chē)身零部件,把它們由原來(lái)的鍛造加工轉(zhuǎn)換為沖壓加工,既提高加工效率,又節(jié)省加工能源。
TRB連續(xù)變化的截面提供了有利于后續(xù)成型加工的可能性。比如,事先運(yùn)用有限元分析或數(shù)字模擬技術(shù)判斷車(chē)身覆蓋件在沖壓過(guò)程中可能出現(xiàn)拉裂或材料流動(dòng)性較大的部位,那幺,在車(chē)身設(shè)計(jì)階段就可以為某一部件的某個(gè)部位預(yù)先分配較大的板料厚度,從而有效地避免廢品的發(fā)生。
TWB與TRB的比較
減重效果
TWB和TRB 的應(yīng)用都是為了達(dá)到汽車(chē)輕量化的目的。基于工程力學(xué)中薄壁梁承載性能的基本理論,若由等厚度板、TWB及TRB三種板材制成的結(jié)構(gòu)件具有同樣的剛度,則其減重效果如圖2所示。
機(jī)械性能和應(yīng)用效果
由于TWB存在厚度突變和焊縫的影響,且焊接添加金屬材料與被焊接基材在材料特性上必然有一定差異,致使TWB在沿長(zhǎng)度方向上的硬度也會(huì)發(fā)生跳躍式的變化,如圖3 a)所示。這將為后續(xù)的成型加工帶來(lái)極為不利的影響。再者,TWB的焊縫從外觀上來(lái)說(shuō)即使采用任何涂裝措施也無(wú)法徹底掩蓋,因此它不適宜用作車(chē)身外覆蓋件材料,一般只用來(lái)制作內(nèi)覆蓋件或支承結(jié)構(gòu)件。相比之下,TRB具有較好的機(jī)械性能,其在沿長(zhǎng)度方向上的硬度變化比較平緩,沒(méi)有TWB那樣的硬度和應(yīng)力波峰,具有更佳的成型性能;TRB所制成的零部件厚度可以連續(xù)變化,以適應(yīng)車(chē)身各部位的承載要求;其表面變化是連續(xù)、光滑的,因而可以制作各種車(chē)身外覆蓋件。參見(jiàn)圖3 b)。
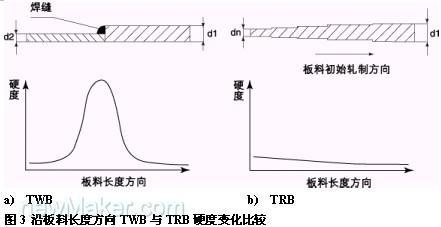
TWB可以通過(guò)激光焊接工藝進(jìn)行任意拼接,具有很大的靈活性。但由于它用不同厚度板材的對(duì)接或搭接,拼接處板料厚度有突變;此外焊縫及其附近會(huì)產(chǎn)生局部硬化,需要一道熱處理工藝來(lái)消除硬化效應(yīng),從而加大了工藝復(fù)雜程度。TRB則是靠柔性軋制工藝在不同厚度的板料之間形成一個(gè)連續(xù)的、緩變的過(guò)渡區(qū),不存在TWB的焊縫問(wèn)題。但它的不足之處是受軋制工藝和軋機(jī)設(shè)備的限制,其厚度變化只能發(fā)生在板料的初始軋制方向上;此外,現(xiàn)有的軋制工藝還無(wú)法把不同金屬材料的板料“軋制”在一塊整板上,即在靈活性上不如TWB。
由以上對(duì)比分析可知,TWB和TRB在減重、機(jī)械性能、制造工藝等方面各有自己的特色和不足之處,從綜合指標(biāo)來(lái)看,TRB具有更大的優(yōu)勢(shì)。因此,為達(dá)到汽車(chē)輕量化的目的,似有一種更好的方案提出:即把TRB與TWB組合在一起,制成真正意義上的“任意拼接板”(Tailored Blanks),從而得到一種新型的汽車(chē)輕量化用材。
TRB應(yīng)用實(shí)例
在一些汽車(chē)制造強(qiáng)國(guó)(如德國(guó)),TRB已經(jīng)開(kāi)始投入汽車(chē)工業(yè)的實(shí)際應(yīng)用之中。圖4 a)所示為一個(gè)用在“奔馳”E級(jí)轎車(chē)上的TRB原型零件。這個(gè)由TRB沖壓成型的“側(cè)框”位于轎車(chē)后部,左右對(duì)稱(chēng)。前端板料厚度為0.88mm,與左右側(cè)圍相接,后端板料厚度為1.15mm,恰是汽車(chē)追尾時(shí)的敏感部位,中間區(qū)域板料厚度均勻過(guò)渡。
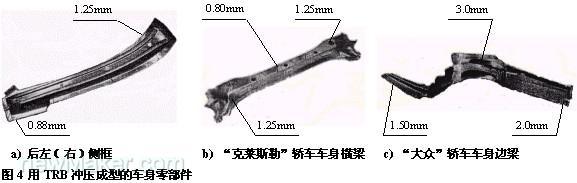
圖5為用TRB沖壓的車(chē)身覆蓋件組裝的白車(chē)身整車(chē),注意到其前部發(fā)動(dòng)機(jī)蓋板的兩側(cè)要求有足夠好的剛性,板料厚度為1.25mm,中間部位幾乎不承受任何外力,僅需防止高速行駛中可能出現(xiàn)的顫振即可,板料厚度為0.88mm;兩側(cè)到中部為連續(xù)、光滑過(guò)渡,保證了車(chē)身的美觀和良好的空氣動(dòng)力學(xué)特性。
TRB軋制工藝及其應(yīng)用給汽車(chē)輕量化開(kāi)創(chuàng)了一個(gè)良好的途徑,還將給航空航天、軌道交通車(chē)輛等輕量化結(jié)構(gòu)零部件帶來(lái)了巨大的潛力和誘人的前景。然而,TRB的概念從提出至今也不過(guò)10年左右的時(shí)間,其加工和應(yīng)用的研究還不是十分成熟,還有不少深層次的理論問(wèn)題和技術(shù)問(wèn)題有待解決。比較突出的問(wèn)題表現(xiàn)在如下幾個(gè)方面。
車(chē)身覆蓋件壓模具的設(shè)計(jì)
普通等厚度板材沖壓成型的車(chē)身覆蓋件模具的設(shè)計(jì),是復(fù)雜程度和難度相當(dāng)高的工作,更何況變截面薄板的沖壓成型模具設(shè)計(jì)。因?yàn)閷?duì)于變截面薄板來(lái)說(shuō),原來(lái)基于等厚度板材所建立的力學(xué)本征模型、數(shù)值仿真模型及三維幾何模型都不再完全適用了。需要花大力氣重建這些模型,針對(duì)變截面薄板的具體變化特征來(lái)重新設(shè)計(jì)車(chē)身覆蓋件沖壓模具。
變截面薄板在沖壓過(guò)程中的變形和材料流動(dòng)性
變截面薄板的引入使車(chē)身覆蓋件的沖壓成型過(guò)程變得更為復(fù)雜,在同樣的壓邊力和拉伸力條件下,板料各部位的變形不均勻,覆蓋件的成型更難以控制。需要進(jìn)一步建立新的數(shù)學(xué)模型,開(kāi)展以高性能計(jì)算機(jī)為基礎(chǔ)的三維數(shù)值模擬來(lái)營(yíng)造“虛擬現(xiàn)實(shí)(Virtual Real)”環(huán)境,以預(yù)測(cè)變截面薄板在沖壓過(guò)程中的變形和材料流動(dòng)情況,從而找出相應(yīng)的對(duì)策。
板料回彈問(wèn)題
對(duì)于等厚度薄板沖壓卸載后工件回彈量的精確補(bǔ)償,與材料本身的物理非線性、力學(xué)上的邊界非線性和模具型腔的幾何非線性等密切相關(guān),工程上往往是結(jié)合現(xiàn)場(chǎng)實(shí)驗(yàn)來(lái)獲取一些數(shù)據(jù),再進(jìn)行工程分析,即確定材料的彈塑性本構(gòu)關(guān)系、各種應(yīng)力應(yīng)變曲線及材料的各相異性等參數(shù),以有限元仿真、數(shù)值模擬的手段來(lái)進(jìn)行預(yù)測(cè),修改原覆蓋件三維設(shè)計(jì)模型,最終獲得一個(gè)與所要求的工件模型不同的模具型腔模型,以比較理想地解決回彈量的補(bǔ)償。而對(duì)于TRB來(lái)說(shuō),由于其本身結(jié)構(gòu)的特殊性,即沿軋制方向連續(xù)變化的截面形狀及由此引出的材料機(jī)械性能的非均一化,將會(huì)使工件回彈問(wèn)題變得更為復(fù)雜。在這一方面,以德國(guó)亞琛工業(yè)大學(xué)金屬成型研究所(IBF of Aachen University)Reiner Kopp為首的研究隊(duì)伍與工業(yè)界密切合作,已經(jīng)開(kāi)始了一些探索性的研究工作,并取得初步的成果;中國(guó)上海交通大學(xué)模具技術(shù)研究所也在開(kāi)展類(lèi)似的研究。





相關(guān)文章
- [焊接技術(shù)] 儲(chǔ)能焊機(jī)三大焊接參數(shù)及儲(chǔ)能焊機(jī)安全操作規(guī)程! 2020-09-11
- [焊接學(xué)院] 概述焊接設(shè)備在汽車(chē)焊接生產(chǎn)線上的應(yīng)用 2018-09-12
- [行業(yè)資訊] 耐磨沖壓焊接彎頭的材料 2018-09-10
- [焊接百科] 檢驗(yàn)焊接工程中存在的題目探討 2018-09-10
- [行業(yè)資訊] 優(yōu)質(zhì)高效焊接技術(shù)—厚壁容器窄間隙埋弧焊的應(yīng)用 2018-09-04
- [行業(yè)資訊] 埋弧焊接控制系統(tǒng)設(shè)計(jì) 2018-09-04


面")

發(fā)表評(píng)論
資訊分類(lèi)
熱門(mén)產(chǎn)品
1-ok_副本")
社區(qū)新帖
- GBT 19867.4-2008 激光焊接工藝規(guī)程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗(yàn)方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉(zhuǎn)角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產(chǎn)品釬焊性的標(biāo)準(zhǔn)試驗(yàn)方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設(shè)備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設(shè)備安全要求第7部分:焊炬(槍).pdf 2019-12-23
聯(lián)系我們
| 聯(lián)系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮(zhèn)東深路鳳崗段206號(hào)天安深創(chuàng)谷W2棟誠(chéng)信大廈21樓 |
底部分享通欄
產(chǎn)品分類(lèi)
焊接學(xué)院
客戶服務(wù)
-
在線客服

-
關(guān)注微信

-
-
業(yè)務(wù)咨詢
-
人才招聘
-
售后咨詢
-
業(yè)務(wù)咨詢
-
 掃一掃關(guān)注微信
掃一掃關(guān)注微信


